顆粒冷卻是顆粒成型后保持顆粒質(zhì)量的第一步。顆粒離開制粒機(jī)的高壓艙時(shí)是濕熱(79.5℃~93.3℃)、易碎的。
有效冷卻的要素包括顆粒的溫和處理、粉料產(chǎn)生量最小、去除水分以便安全存貯以及排風(fēng)系統(tǒng)中無(wú)冷凝水。
冷卻和干燥是通過(guò)流經(jīng)飼料顆粒的氣流完成,空氣通過(guò)蒸發(fā)和對(duì)流的方式將顆粒表面的水分和熱量帶走。因此,為了讓顆粒中心的熱量和水分有足夠的時(shí)間遷移到表面并被氣流帶走,顆粒在冷卻器中要有充足的滯留時(shí)間,這很重要。
環(huán)境中的空氣進(jìn)入冷卻器后,最先與最底層的飼料顆粒接觸并被預(yù)熱,使空氣的相對(duì)濕度下降,從而增加了空氣的持水能力。事實(shí)上,空氣溫度每增加 11.1 ℃ (20 ℉ ),其持水能力將增加1倍。
1 冷卻器的類型
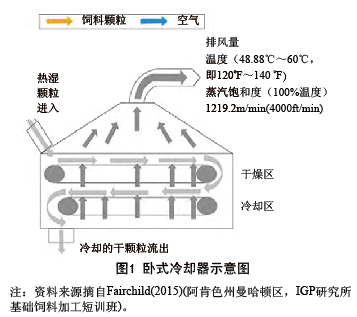
飼料工業(yè)中使用的冷卻器大多數(shù)為臥式平帶或平盤式冷卻器,或垂直逆流式冷卻器(圖1和圖2)。在臥式冷卻器(Horizontal Cooler)中,飼料顆粒借助重力離開制粒機(jī),落入一個(gè)有固定開口的緩沖料斗中,該料斗再將顆粒均勻分散在穿孔帶或一系列穿孔盤上,再由穿孔帶或穿孔盤將顆粒從冷卻器的入口帶到出口。當(dāng)顆粒通過(guò)冷卻器時(shí),吸風(fēng)機(jī)將空氣拉入,通過(guò)進(jìn)風(fēng)口均勻地與橫流的料床交叉流動(dòng)。

冷卻的時(shí)間取決于冷卻器長(zhǎng)度、甲板數(shù)量(單元數(shù))和傳送帶速度,而冷卻器的寬度、料層深度及顆粒密度則決定了冷卻能力。
臥式冷卻器通常有兩層甲板(雙程),用兩個(gè)短單元代替一個(gè)長(zhǎng)單元(單程),這樣可以節(jié)省地面空間。兩層式甲板可以讓空氣在底層甲板(冷卻區(qū))預(yù)熱,在上層甲板帶走水分(干燥區(qū))。臥式冷卻器的風(fēng)量需求大約為每噸765m3/h[450cfm(立方英尺/min)]。因此,一臺(tái)時(shí)產(chǎn)50t顆粒飼料的制粒機(jī)對(duì)風(fēng)量的需求約為38250m3/h(22500cfm)。
在逆流冷卻器(Couterflow Cooler)中,飼料顆粒在向下流動(dòng)過(guò)程中與較冷的氣流逐漸接觸而被冷卻。當(dāng)空氣從飼料顆粒床由下向上流動(dòng)時(shí),空氣被加熱,持水能力不斷增加。這種設(shè)計(jì)也意味著進(jìn)入冷卻器的顆粒最先與最熱的空氣接觸,這就減緩了溫度對(duì)顆粒的沖擊。溫度沖擊能破壞毛細(xì)管作用,降低顆粒中心水分向表面遷移的速率,導(dǎo)致顆粒表面產(chǎn)生應(yīng)力裂紋。
逆流冷卻器的風(fēng)量需求約為每595m3/h(350cfm)。因此,時(shí)產(chǎn)50t顆粒飼料的制粒機(jī)對(duì)風(fēng)量的需求約為29750m3/h(17500cfm)。
逆流冷卻器的優(yōu)點(diǎn)是占地面積小、風(fēng)量需求小,機(jī)械結(jié)構(gòu)簡(jiǎn)單易于管理。
2 性能
影響冷卻器性能的主要因素有顆粒溫度及其水分含量、進(jìn)風(fēng)口空氣溫度和相對(duì)濕度、料層厚度和均勻度以及風(fēng)量。由于我們不能控制進(jìn)風(fēng)口空氣溫度和相對(duì)濕度等外界因素,所以我們需要關(guān)注料層厚度和風(fēng)量的管理(表1)。
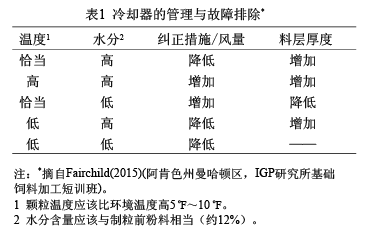
如果飼料成品的水分含量高于預(yù)期,那么料層厚度應(yīng)該增加。增加料層厚度可以增加空氣與顆粒的接觸時(shí)間,這樣可提高空氣的溫度和持水能力,因此飼料顆粒的出料溫度更高,而水分含量更低。
臥式和逆流式冷卻器內(nèi)的料層厚度會(huì)存在差異。請(qǐng)記住,氣流總是選擇阻力最小的路徑,在冷卻器中就是選擇料層厚度最薄的地方。例如,在臥式冷卻器中,如果邊緣料層厚度低于中間,那么外側(cè)邊緣的顆粒溫度較低,而中間的顆粒更熱且含水量更高。圓形逆流冷卻器的邊緣或方形逆流冷卻器的角落也會(huì)出現(xiàn)這種情況。
顆粒厚度不均勻通常是由冷卻器的顆粒進(jìn)入方式造成的。大多數(shù)臥式冷卻器在進(jìn)料口處有一個(gè)機(jī)械布料裝置,但是由于顆粒從環(huán)模擠出的速度不同,冷卻器一側(cè)的顆粒可能會(huì)厚一些。這同樣適用于逆流式冷卻器:調(diào)整冷卻器中的機(jī)械布料器或支架將會(huì)影響料層厚度。
風(fēng)速和風(fēng)量在冷卻效果中起主要作用。顆粒冷卻太快會(huì)使顆粒表面結(jié)皮,阻礙顆粒中心的水分向表面遷移,導(dǎo)致顆粒軟且水分高。由于在隨后的貯存過(guò)程中會(huì)發(fā)生水分平衡,結(jié)果是顆粒的含水量高易碎,這種顆粒在料倉(cāng)內(nèi)易結(jié)拱,在運(yùn)輸過(guò)程中粉化率高。
另外,冷卻過(guò)程中的水分增量對(duì)動(dòng)物生產(chǎn)性能和運(yùn)輸成本有巨大的影響。例如,每周生產(chǎn)10000t顆粒料的飼料廠,0.5%的水分增量意味著要將增加的50t水分從飼料廠運(yùn)輸至農(nóng)場(chǎng)。這表示每周有兩卡車或者每年有104卡車的水被拉到農(nóng)場(chǎng)。此外,顆粒中多余的水分會(huì)稀釋飼料的養(yǎng)分含量,對(duì)飼料效率產(chǎn)生不利影響。
冷卻期間必需還要考慮顆粒質(zhì)量和粉化率,因?yàn)檫^(guò)量的粉料會(huì)增加靜壓力,阻礙空氣通過(guò)顆粒床。此外,過(guò)量的粉料還會(huì)進(jìn)入排氣管,堵塞排氣系統(tǒng)。如果存在發(fā)生此類問(wèn)題的憂慮,則考慮通過(guò)給冷卻風(fēng)扇電機(jī)使用變頻驅(qū)動(dòng)來(lái)降低空氣流速,防止粉料被拉入管道系統(tǒng)。
觀察冷卻系統(tǒng)的性能是唯一能很好控制它的方法。目視檢查料層厚度是評(píng)價(jià)冷卻效率的一個(gè)很好的指標(biāo),因?yàn)?,如前所述,料層厚度不均勻通常?huì)導(dǎo)致冷卻器內(nèi)的溫度和濕度分布差異。
監(jiān)測(cè)并記錄排風(fēng)速度和溫度并采取恰當(dāng)?shù)牟襟E以避免排風(fēng)系統(tǒng)中出現(xiàn)冷凝水也是一個(gè)好主意。進(jìn)入管道的是濕熱空氣,所以在通過(guò)風(fēng)機(jī)排出前,管道、收集器和風(fēng)扇必需要經(jīng)過(guò)正確的隔離處理以避免空氣冷卻和凝結(jié)。
監(jiān)測(cè)成品料的水分含量是對(duì)冷卻效果的最終驗(yàn)證??紤]到冷卻不是靜態(tài)的,需求在一年中不斷變化,特別是在夏季和冬季之間。當(dāng)有必要調(diào)整時(shí),準(zhǔn)備調(diào)整料層厚度和風(fēng)量,記住,對(duì)變化及其影響記錄越多,將來(lái)這個(gè)過(guò)程就越簡(jiǎn)單。
原題名:Feed manufacturing: pellet drying, cooling reviewed ( 英文 )
原作者:Wilmer Pacheco博士 ( 奧本大學(xué)家禽學(xué)系推廣專家及助理教授,wjp0010@auburn edu)、Adam Fahrenholz博士 ( 北卡羅來(lái)納州立大學(xué)家禽科學(xué)系前置部助理教授)和CharlesStark博士(堪薩斯州立大學(xué)飼料技術(shù)副教授,Jim和Carol Brown)。