飼料市場(chǎng)的競(jìng)爭(zhēng)已日益激烈,顆粒化飼料已成為嚴(yán)格確定的加工工序,用戶對(duì)飼料品質(zhì)的要求也日益提高:飼料顆粒要求外觀光滑,長(zhǎng)度均勻;硬度適中,含粉率低。但是決定飼料品質(zhì)的因素是多方面的:飼料營養(yǎng)配方的選用、原料特性的不同、飼料加工工藝及設(shè)備差異等。因此,如何提高顆粒品質(zhì)同時(shí)提高生產(chǎn)效率、降低生產(chǎn)成本;在高質(zhì)量、高產(chǎn)量、低成本三者之間尋求最佳平衡點(diǎn)是飼料生產(chǎn)企業(yè)最亟待解決的問題之一。許多研究已表明,飼料顆粒生產(chǎn)過程中,調(diào)質(zhì)溫度的高低,制粒后的冷卻時(shí)間對(duì)顆粒飼料硬度質(zhì)量有一定影響。
本試驗(yàn)主要研究在相同的蒸汽壓力,相同的供料速度下,不同的調(diào)質(zhì)溫度、不同的制粒后冷卻時(shí)間對(duì)飼料顆粒硬度影響。
1 材料與方法
1.1 制粒工藝
試驗(yàn)采用常規(guī)制粒工藝:原料入倉前加永磁筒磁選后入原料倉,原料粉碎后經(jīng)混合進(jìn)入待制粒倉,2個(gè)待制粒倉,電磁調(diào)速絞龍供料,1節(jié)長(zhǎng)調(diào)制器飽和蒸汽調(diào)質(zhì),環(huán)模制粒機(jī)制粒,制粒后經(jīng)逆流冷卻塔冷卻,分級(jí)篩分級(jí),合格物料進(jìn)入成品倉。
1.2 樣品取樣
顆粒飼料主要成分:小麥58.39%,玉米麩3%,棕櫚仁粕22%,高油蛋白12%,膨潤土2%。環(huán)模參數(shù):環(huán)模直徑3.0mm,壓縮比12。
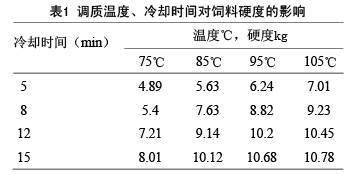
調(diào)質(zhì)蒸氣壓力4kg;供料絞龍運(yùn)行速度40Hz。冷卻時(shí)間分別為5、8、12、15min,調(diào)質(zhì)溫度分別為75℃、85℃、95℃、105℃。在成品倉出口處取顆粒飼料試樣1kg。樣品制備后用顆粒硬度測(cè)定儀進(jìn)行硬度測(cè)試。
1.3 顆粒飼料硬度的測(cè)定
顆粒飼料硬度的測(cè)定硬度采用沖擊式硬度計(jì)測(cè)定,對(duì)單顆飼料施加徑向壓力使其破碎,此時(shí)的壓力即為該飼料顆粒的硬度。用多個(gè)顆粒的硬度的平均值表示該飼料的硬度。試驗(yàn)從1kg樣品中選取長(zhǎng)度6mm以上大體上同樣大小、長(zhǎng)度的飼料顆粒20粒,將硬度計(jì)壓力指針歸零后,用鑷子將飼料顆粒橫放到載物臺(tái)上,正對(duì)壓桿下方。轉(zhuǎn)動(dòng)手輪,使頂桿上升,速度中等、均勻。顆粒破碎后讀取壓力數(shù)值。計(jì)算其硬度均值。硬度均值(N)=(X1、X2、X3…… X20)/20,式中X為單個(gè)顆粒的硬度值(N)。
1.4 統(tǒng)計(jì)分析
試驗(yàn)結(jié)果采用SPSS 13.0軟件分析。
2 試驗(yàn)結(jié)果與分析
由表1可知,隨著冷卻塔冷卻時(shí)間延長(zhǎng)和調(diào)質(zhì)溫度的升高,飼料硬度顯著增加。冷卻塔冷卻時(shí)間在5~12min時(shí)間段,飼料顆粒的硬度顯著的增加,而在冷卻塔冷卻時(shí)間12min后飼料顆粒硬度的增加不明顯。隨著調(diào)質(zhì)溫度的增加飼料顆粒硬度顯著增加,而當(dāng)溫度升高至105℃時(shí),飼料顆粒硬度增加不明顯。而當(dāng)冷卻塔冷卻時(shí)間短、調(diào)質(zhì)溫度過高,飼料顆粒水分高,飼料硬度不足,飼料成品含粉多。降溫不夠的飼料顆粒,容易引起變質(zhì)發(fā)霉。而調(diào)質(zhì)溫度過低或過高容易引起制粒機(jī)堵機(jī),不僅影響生產(chǎn)效率,更影響產(chǎn)品質(zhì)量。
3 結(jié)論
本試驗(yàn)表明:隨著冷卻塔冷卻時(shí)間延長(zhǎng)和調(diào)質(zhì)溫度的升高,飼料硬度顯著增加;冷卻塔冷卻時(shí)間在8~12min,調(diào)質(zhì)溫度在75~95℃時(shí)飼料顆粒硬度增加明顯。本試驗(yàn)所用原料配方為大鴨料配方,在硬度上有較高的要求。在生產(chǎn)實(shí)踐中大鴨料的硬度不足會(huì)造成飼料的浪費(fèi)。而影響飼料顆粒硬度的因素較多如:原料中水分、淀粉、蛋白質(zhì)、脂肪、粗纖維的含量和原料的粒度等;以及倉儲(chǔ)和運(yùn)輸過程中都會(huì)對(duì)飼料的品質(zhì)產(chǎn)生影響。在生產(chǎn)大鴨用顆粒飼料時(shí),對(duì)硬度這一指標(biāo)應(yīng)該引起更多的重視。